


 扫一扫
扫一扫

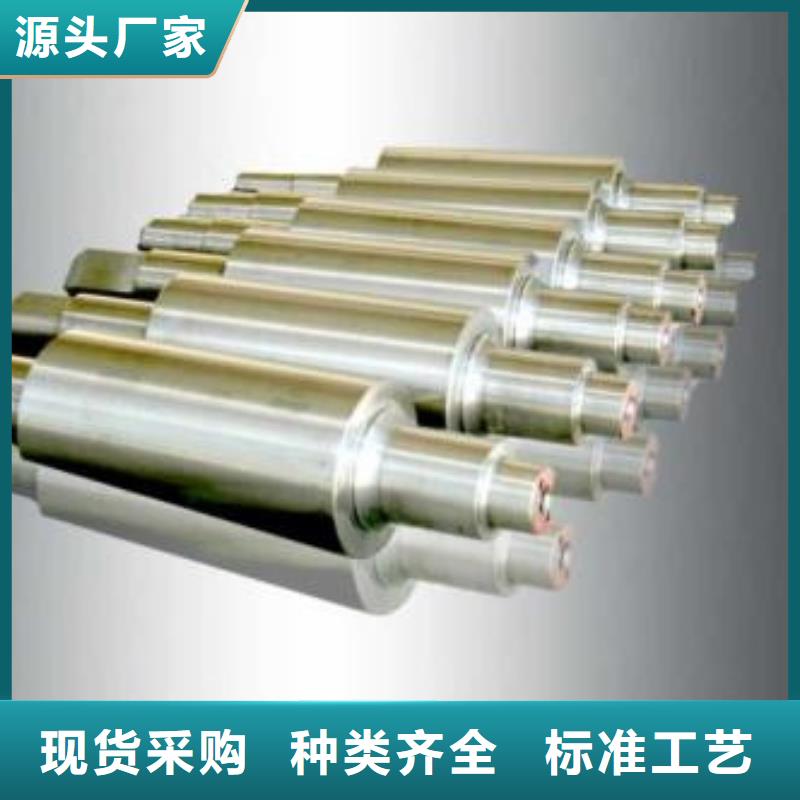
轧辊是轧机的重要部件,按照轧机类型可分为领带轧机轧辊、型钢轮机扎辊和钢管轧机轧辊三大类。
板带轧机轧辊的辊身呈圆柱形,热乾板带轧辊的辊身凹,当受热膨胀时,可保持较好的扳形;冷轧板带轧辊的辊身呈凸,当它受力弯曲时可保证良好扳形;型钢轧机轧辊的辊身上有轧槽,根据型钢轧制工艺要求,安排孔型。钢管轧制中采用斜轧原理轧制的轧辊有圆锥形、腰鼓形或盘形。
轧辊按辊团硬度可分为:
(1)软辊;肖氏硬度约为30一40,用于开坯机、大型型钢轧机的租轧机等。
(2)半硬辊:肖氏硬度约为40一60,用于大型、中型、小型型钢轧机和钢板轮机的租轧机。
(3)硬面辊:肖氏硬度约为60一85,用于薄板、中板、中型型钢和小型型钢轧机的稿轧机及四辊轧机的支撑辊。





新物通物资(天津市分公司)拥有多年的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。



技术支持:s797.com